Written By Bill Kennedy
Cutting Tool Engineering Magazine October 2009 / Volume 61 / Issue 10
Schurman Machine Inc., Ridgefield, Wash., started in the 1950s by providing machining services to farmers, loggers and other customers with large parts and equipment. Over a half century later, the shop has reinvented itself in response to changes in markets and industrial technology while still maintaining a focus on efficient machining of large components. For example, the shop has seen its business of modifying and repairing large components for wind-power generators grow.
A recent example is the shop’s rebuild of a 5-ton bearing assembly that supports a shaft driven by two 10,000-hp electric motors at a steel rolling mill.
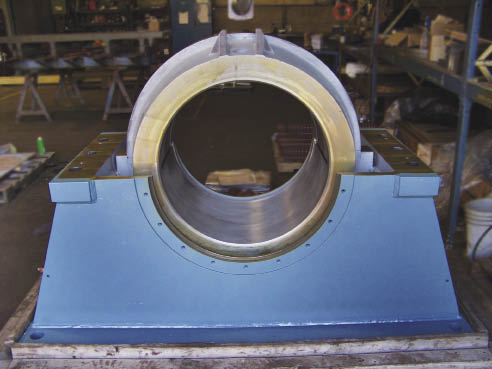
In this 5-ton bearing assembly rebuilt by Schurman Machine, removing the top half of outer housing reveals a cast-steel bearing carrier and the thin Babbitt bearing it contains.
The heart of the assembly was a 26 “-ID, 22 “-deep × ¼ “-thick plain Babbitt bearing mounted in a 39½ “-dia., two-piece cast steel bearing carrier. The carrier’s OD had a spherical contour machined to match an identical shape inside the bearing’s massive steel outer housing. The spherical mating surfaces enabled the bearing carrier to move back and forth and from side to side inside the housing. In use, the bearing and housing are filled with oil and “when it’s running, everything floats on a film of high-pressure oil,” said Project Manager Scott Beaudoin.
A complete inspection of the assembly as received from the customer revealed galling, fettering and out-of-round conditions among the bearing components. General Manager Matt Houghton determined it would be necessary to “take out the Babbitt bearing and repour and re-machine it, do cleanup on the OD of the bearing carrier, then weld up the ID of the outer housing and re machine the factory clearances to fit the carrier.”
Babbitt bearings came into use in the mid-19th century. The Babbitt alloy usually contains lead, tin, zinc or copper. The base metal is soft and easily damaged, but the alloy contains hard crystals that are exposed as the softer metal wears. The crystals become the bearing surface while the worn areas between them hold and convey lubricant.
Houghton acknowledged that while Babbitt bearings are old-fashioned, they are still used in many industrial applications. A bearing of this size usually has to be repaired instead of replaced because finding or manufacturing a new plain bearing would be too expensive and time-consuming.
Schurman removed the old bearing from the carrier and fabricated the molds, pouring apparatus and fixturing to cast a new one. “For the mold, you have to have pieces you can mechanically take apart to get it off the Babbitt,” Beaudoin said. “We rolled steel, then bolted it together,” noting that the mold comprised eight separate parts. The carrier consisted of two bolt-together semicircular segments, and the shop molded half the bearing separately in each segment. Each half bearing required 5 gal. of Babbitt—a big pour.
Because Babbitt shrinks as it cools, the mold was engineered to leave 3⁄8 ” of extra stock on the bearing ID and 6 “-long risers of excess alloy on each end of the bearing. “You have the Babbitt hanging out past the steel,” Houghton said. “Then you have to machine it off to the base metal on each half of the carrier so you have two halves that you can bolt together.”
Schurman milled the excess Babbitt on a 5-axis CNC Femco horizontal boring machine using a 4 “-dia. facemill tooled with carbide inserts. The cutter ran at 1,200 rpm and a feed rate of 50 ipm, with a final pass at 25 ipm to enhance the surface finish.
The carrier halves were then bolted together and the round bearing/carrier unit was put on a vertical boring machine for milling to square the bearing faces relative to the bore.
Next, the carrier was moved back to the HBM to machine the spherical contour on its OD. “We had to cleanup the outside of the inner section before we knew what we should bore on the ID of the housing,” Houghton said. Cleanup of the spherical contour on the carrier OD involved removal of 0.030 ” of material. The machine table turned 360° at about 20 ipm. A 1 ” inscribed-circle button cutter, running at 2,500 rpm, machined the contour as the machine spindle moved in the X, Y and Z axes. Machining the bearing carrier’s spherical OD consumed 2½ days of continuous, lights-out operation. “To get a good finish with the button cutter, step-over was only about 0.020 “,” Beaudoin said.
The dimensions of the newly machined carrier OD determined the parameters for machining the main housing’s ID, with the goal of re-establishing the original clearances of 0.011 ” to 0.015 “. The shop cut the housing ID’s spherical radius on the HBM with a custom tool fitted with round inserts. Machining time consumed 40 hours.
Up to this point, the Babbitt bearing surface had remained in its as-cast condition. “We left it that way because with all the handling of the part, it is really hard to keep from putting a ding in this soft material,” Beaudoin said. The shop then put the carrier on the VBM and rough bored the bearing ID to within 0.030 ” per side of the final diameter. Then the two bearing halves were taken apart and put back on the HBM, where endmills and a slitting cutter machined slots, grooves and reliefs in the bearing face for clearance and oil flow.
Finally, the halves were reassembled and the carrier went back on the VBM for finish boring. Tolerance for the final bore was ±0.005 “. Beaudoin said the tolerance left some extra material on the bearing surface because the customer “didn’t know what condition their main drive shaft was going to be in. The extra material will permit the customer to hand scrape the bearing for final fit if necessary.” A day of setup and 8 hours of machining were required to finish the bearing ID.
“The key to producing a heavy part is getting it up on the machine and set up right,” Beaudoin said. “Most of the time, that’s the complicated part of the job—not the actual machining.”
Schurman Machine is getting ready to handle even bigger parts. Within the last year, the shop acquired and rebuilt an Ingersoll Machine Tools planer mill with a 36 ‘-long × 101 “-wide table and 56 ” capacity in the Z-axis. Working with local integrator Applied Motion Systems Inc., Vancouver, Wash., the shop customized a 3-axis CNC, and the former single-point machine now features three heads and 3-axis capability. Schurman Machine is fielding inquiries from potential customers in the pump and valve, wind power and heavy construction industries. CTE
For more information about Schurman Machine Inc. call (360) 887-3193 or visit www.schurmanmfg.com.