We will be closed on 12/25/23 and 1/1/24.

We will be closed on 12/25/23 and 1/1/24.

We had quite the weather the last few days here in Ridgefield, Wa, with about 8 inches of snow and topped with freezing rain. We are just starting to thaw out from 2021’s version of “Snowpocalypse”. While this weather doesn’t happen often around these parts, we are glad that it has come and gone. A couple weekend snow days to get out the sleds and walk in the winter wonderland were nice, and we hope you all got to enjoy as well. We are back to work and ready to answer your calls for machining and fabrications.









March 12, 2020
As the world continues to monitor the status of COVID-19, Schurman Machine is paying close attention to the situation and enacting the following Policy changes.
Until further notice, we are requesting non-essential personnel (sales representatives or other visitors) from our suppliers to limit visits to an as required basis. Alternative communication methods, such as phone and email, are preferred at this time. If an in-person visit is required and other communication methods are not feasible, please coordinate in advance by calling ahead.
Our common goal is to keep our workforce, suppliers, and families safe and healthy as we navigate the unknowns of this situation. If you have any questions, or concerns, please reach out to the following people.
Owners:
Matt Houghton – matt@schurmanmfg.com
Denise Schurman – denise@schurmanmfg.com
Office Manager:
Corey Cox – corey@schurmanmfg.com
We appreciate your assistance with this matter and we will communicate any policy changes when they are amended.
Thank you,
Schurman Machine

As a young boy, Alan Schurman’s family collected and restored old tractors, saving them from the junk man. In 1950, Alan’s father, Paul Schurman held the “First Steam Threshing Bee on the West Coast,” displaying and operating old farm equipment. In 1951, Alan’s uncle, Clyde Schurman and his father, Paul Schurman, saved and restored a rare Compound Russel Steam Traction Engine, documented in an article published in Iron-Man Album magazine of July 1951. Alan was only eight years old in 1950, just a spectator. Over time, his father’s and uncle’s love of old machinery became Alan’s passion.
Alan graduated from the Oregon Institute of Technology, Klamath Falls Oregon, with a degree in Engineering, and became a teacher at Clark College in Vancouver. Years later, Alan became the manager of the Schurman family machine shop, founded by his father. He worked there until retiring, then used his engineering and metal fabricating skills to restore antique tractors and engines. He also collected old iron. Starting in 1995, Alan hosted the “Antique Tractor, Engine Show and Flea Market,” held annually in July at the Schurman Iron Ranch, Ridgefield, Washington. In 2016, Alan was elected to the National Early Day Gas Engine and Tractor Association, Hall of Fame, “honoring those who have made significant contributions to the collection, preservation, and exhibition of antique tractors, engines, and equipment.”
Alan’s skill in restoring rare tractors to original condition was widely known. Tractors restored include those made by; Holt, Best, Yuba, Samson and Bean. Recent projects include a 1918 Holt 120hp Caterpillar, and a 1917 Samson Sieve-Grip tractor. Alan’s most ambitious project, started seven years ago, was the reconstruction of three large Best 75hp tractors, each weighing 14-tons. Alan started with just half of the needed parts. He fabricated all missing parts, including the; sprockets, transmissions, final drives, tracks and frames. One tractor required the construction of massive 7.5 foot diameter wheels. This monumental project was nearing completion when Alan passed. In restoring old tractors, Alan’s skills were legendary; both as an engineer, and as a machinist and welder. He was loved and deeply appreciated by those that knew him, and respected by all who shared his passion for old machinery. He was a man of integrity, honesty, a man willing to share his knowledge and willing to help others.
Someone that will be sincerely missed.

Chevalier FVL-1600VTC – CNC Vertical Lathe w/ C-Axis & Milling
The series is perfect for heavy-duty turning, milling, boring, grinding, drilling and thread-cutting applications. The Y model is designed for key-slot milling of large-sized and/or heavy work pieces or work pieces made of east-iron, steel and cast iron. And with the optional live tooling function, the series offers additional flexible machining capabilities to make more complex work pieces with one machine.
Specs:
For further information about our capabilities, please contact us.

Nomura HBA-135P-R5
CNC Planer Type w/ Rotary Table Horizontal Boring & Milling Machine
We currently are installing this machinery and expect it to be up and running in Early December 2013. For further information about our capabilities, please contact us.
Specs:

As an appreciation to all of our customers, long-time, new, and prospective, we would like to extend an invitation to our open house. The event is on Friday, September 14th, between the hours of 11am and 2pm. We will have food in the form of sandwiches, fruits, salads, and drinks on hand.
We will have three of our machines highlighted for the open house:
We will be doing demonstrations on these machines, as well as showing the type of work that we do at our shop.
There will also be a raffle for prizes at the end of the open house, with gifts including gift cards, local wines, and such.
If you are interested in showing up to our event, we welcome you to send us an e-mail to corey@schurmanmfg.com, letting us know you will be showing.
Written By Bill Kennedy
Cutting Tool Engineering Magazine October 2009 / Volume 61 / Issue 10
Schurman Machine Inc., Ridgefield, Wash., started in the 1950s by providing machining services to farmers, loggers and other customers with large parts and equipment. Over a half century later, the shop has reinvented itself in response to changes in markets and industrial technology while still maintaining a focus on efficient machining of large components. For example, the shop has seen its business of modifying and repairing large components for wind-power generators grow.
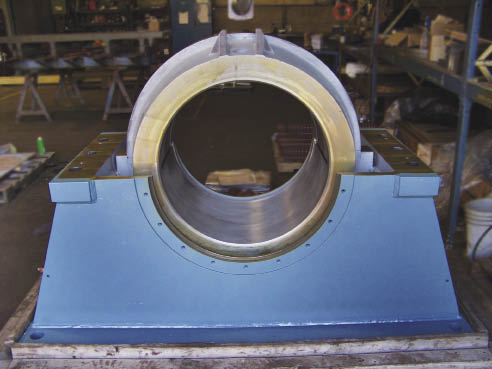
A recent example is the shop’s rebuild of a 5-ton bearing assembly that supports a shaft driven by two 10,000-hp electric motors at a steel rolling mill.
In this 5-ton bearing assembly rebuilt by Schurman Machine, removing the top half of outer housing reveals a cast-steel bearing carrier and the thin Babbitt bearing it contains.
The heart of the assembly was a 26 “-ID, 22 “-deep × ¼ “-thick plain Babbitt bearing mounted in a 39½ “-dia., two-piece cast steel bearing carrier. The carrier’s OD had a spherical contour machined to match an identical shape inside the bearing’s massive steel outer housing. The spherical mating surfaces enabled the bearing carrier to move back and forth and from side to side inside the housing. In use, the bearing and housing are filled with oil and “when it’s running, everything floats on a film of high-pressure oil,” said Project Manager Scott Beaudoin.
A complete inspection of the assembly as received from the customer revealed galling, fettering and out-of-round conditions among the bearing components. General Manager Matt Houghton determined it would be necessary to “take out the Babbitt bearing and repour and re-machine it, do cleanup on the OD of the bearing carrier, then weld up the ID of the outer housing and re machine the factory clearances to fit the carrier.”
Babbitt bearings came into use in the mid-19th century. The Babbitt alloy usually contains lead, tin, zinc or copper. The base metal is soft and easily damaged, but the alloy contains hard crystals that are exposed as the softer metal wears. The crystals become the bearing surface while the worn areas between them hold and convey lubricant.
Houghton acknowledged that while Babbitt bearings are old-fashioned, they are still used in many industrial applications. A bearing of this size usually has to be repaired instead of replaced because finding or manufacturing a new plain bearing would be too expensive and time-consuming.
Schurman removed the old bearing from the carrier and fabricated the molds, pouring apparatus and fixturing to cast a new one. “For the mold, you have to have pieces you can mechanically take apart to get it off the Babbitt,” Beaudoin said. “We rolled steel, then bolted it together,” noting that the mold comprised eight separate parts. The carrier consisted of two bolt-together semicircular segments, and the shop molded half the bearing separately in each segment. Each half bearing required 5 gal. of Babbitt—a big pour.
Because Babbitt shrinks as it cools, the mold was engineered to leave 3⁄8 ” of extra stock on the bearing ID and 6 “-long risers of excess alloy on each end of the bearing. “You have the Babbitt hanging out past the steel,” Houghton said. “Then you have to machine it off to the base metal on each half of the carrier so you have two halves that you can bolt together.”
Schurman milled the excess Babbitt on a 5-axis CNC Femco horizontal boring machine using a 4 “-dia. facemill tooled with carbide inserts. The cutter ran at 1,200 rpm and a feed rate of 50 ipm, with a final pass at 25 ipm to enhance the surface finish.
The carrier halves were then bolted together and the round bearing/carrier unit was put on a vertical boring machine for milling to square the bearing faces relative to the bore.
Next, the carrier was moved back to the HBM to machine the spherical contour on its OD. “We had to cleanup the outside of the inner section before we knew what we should bore on the ID of the housing,” Houghton said. Cleanup of the spherical contour on the carrier OD involved removal of 0.030 ” of material. The machine table turned 360° at about 20 ipm. A 1 ” inscribed-circle button cutter, running at 2,500 rpm, machined the contour as the machine spindle moved in the X, Y and Z axes. Machining the bearing carrier’s spherical OD consumed 2½ days of continuous, lights-out operation. “To get a good finish with the button cutter, step-over was only about 0.020 “,” Beaudoin said.
The dimensions of the newly machined carrier OD determined the parameters for machining the main housing’s ID, with the goal of re-establishing the original clearances of 0.011 ” to 0.015 “. The shop cut the housing ID’s spherical radius on the HBM with a custom tool fitted with round inserts. Machining time consumed 40 hours.
Up to this point, the Babbitt bearing surface had remained in its as-cast condition. “We left it that way because with all the handling of the part, it is really hard to keep from putting a ding in this soft material,” Beaudoin said. The shop then put the carrier on the VBM and rough bored the bearing ID to within 0.030 ” per side of the final diameter. Then the two bearing halves were taken apart and put back on the HBM, where endmills and a slitting cutter machined slots, grooves and reliefs in the bearing face for clearance and oil flow.
Finally, the halves were reassembled and the carrier went back on the VBM for finish boring. Tolerance for the final bore was ±0.005 “. Beaudoin said the tolerance left some extra material on the bearing surface because the customer “didn’t know what condition their main drive shaft was going to be in. The extra material will permit the customer to hand scrape the bearing for final fit if necessary.” A day of setup and 8 hours of machining were required to finish the bearing ID.
“The key to producing a heavy part is getting it up on the machine and set up right,” Beaudoin said. “Most of the time, that’s the complicated part of the job—not the actual machining.”
Schurman Machine is getting ready to handle even bigger parts. Within the last year, the shop acquired and rebuilt an Ingersoll Machine Tools planer mill with a 36 ‘-long × 101 “-wide table and 56 ” capacity in the Z-axis. Working with local integrator Applied Motion Systems Inc., Vancouver, Wash., the shop customized a 3-axis CNC, and the former single-point machine now features three heads and 3-axis capability. Schurman Machine is fielding inquiries from potential customers in the pump and valve, wind power and heavy construction industries. CTE
For more information about Schurman Machine Inc. call (360) 887-3193 or visit www.schurmanmfg.com.

Paul Eugene Schurman, 86, a 60-year resident of Ridgefield, WA, died peacefully at home January 31, 2007. Born November 29, 1920 to Frank and Evangeline (Eckert) Schurman, Paul was raised on a farm in La Center, WA and graduated from La Center High School. He was deeply interested in clock and watch repair along with preserving antique farm equipment. Paul enjoyed using the old equipment, and his steam traction engines have been in many parades and at the Clark County Fair for many decades. He worked as a machinist in Portland, OR during WWII and furthered this by starting his own machine business in Ridgefield in 1957. ‘Paul Schurman Machine’ is still being run by Paul’s oldest son, Alan, and Alan’s daughter and son-in-law. Paul also served on the board of Pioneer School District, and was a member of the National Clock & Watch Association, and the Early Day Gas Engine & Tractor Association. Paul was preceded in death by his first wife, Edith (Hatfield) Schurman; daughter, Nancy Anne; brother, Clyde Schurman; and his sister, Helen Barclay. He is survived by his wife, Sue; sister, Florence; children, Alan, Frank, Dale, Lisa, Keith, and Misty; foster son, Cliff Benson; 16 grandchildren, and eight great-grandchildren. A memorial service will be held Sunday, February 4, 2007, 3:00pm, at Evergreen Memorial Gardens Funeral Chapel, Vancouver, WA 98684. Memorials can be given to Antique Implements Society, Brooks, OR, c/o Alan Schurman, 23100 NE 10th Ave, Ridgefield, WA 98642.
as published in the Columbian on February 2, 2007

